

Wir richten unsere Fertigungsqualität an Ihren Anforderungen aus!
Teilen Sie uns Ihre Anforderungen mit und erhalten Sie dadurch eine höhere Fertigungsqualität
Von einfachen Bauteilen bis hin zu komplexen Komponenten liefern wir Bauteile mit höchster Lasersinter Qualität: zuverlässig und termingerecht. Grundsätzlich liefern wir immer optimale Qualität hinsichtlich Maßhaltigkeit und Verzugsfreiheit zum bestmöglichen Preis. Auf dieser Seite erfahren Sie, welche Qualitätsmerkmale es bei unseren Lasersinter Systemen gibt und wie dadurch der Herstellungspreis beeinflusst wird. Indem Sie uns Ihre Anforderungen mitteilen, nehmen Sie direkt Einfluss auf die Preisgestaltung.
Maßhaltigkeit von Lasersinter Bauteilen
Zum Drucken verwenden wir Ihre 3D Modelle, die die gewünschte Sollkontur beschreiben. Generell versuchen wir die Kontur der CAD Daten sehr genau zu fertigen, um bestmögliche Maßhaltigkeit und Formgenauigkeit zu bekommen. Da aber in den Modellen keine Toleranzangaben vorhanden sind, müssten Sie uns diese Angaben zur Verfügung stellen, falls Passungen oder sehr genaue Abstände eingehalten werden sollen. Dies kann am einfachsten mit einer bemaßten 2D Darstellung als PDF- Datei oder durch eine kurze textliche Beschreibung erfolgen. Falls an das Modell keine besonderen Genauigkeitsanforderungen gestellt werden, geben Sie uns das bitte ebenfalls an, da wir dadurch den Herstellprozess vereinfachen können und deshalb der Preis um einiges günstiger wird.
In Baugruppe, bei denen Teile zueinander passen müssen, ist es für uns hilfreich, wenn wir eine Baugruppendatei bekommen. Wir können dann Spaltmaße zwischen den Bauteilen überprüfen und eventuell korrigieren.
Verzug von Bauteilen
Der gesamte Fertigungsprozess läuft bei einer Temperatur von ca. 168°C ab. Dadurch muss der Laserstrahl nur noch wenig Energie zuführen, um das Pulver aufzuschmelzen. Durch die Geometrie der Bauteile gibt es Stellen, an denen unterschiedlich viel Material geschmolzen wird. Dadurch ist der Wärmeeintrag unterschiedlich und die Teile neigen dazu, sich zu verziehen. Dasselbe gilt auch für die Abkühlphase. Auch hier gibt es, je nach Wärmeeintrag, unterschiedliche Abkühlzeiten und deshalb können aus geraden Geometrien plötzlich schiefe entstehen, was zum Beispiel bei langen, dünnen Bauteilen vorkommen kann. Mit Hilfe der Technik können die Prozessparameter exakt aufeinander abgestimmten werden und mit Hilfe bestimmter Maßnahmen können wir dem Verzug entgegenwirken und nahezu verzugsfreie Teile herstellen. Wir analysieren jedes Bauteil auf mögliche Verzugsgefahr und ergreifen Maßnahmen, die dem entgegenwirken. Bei besonders kritischen Teilen weisen wir Sie darauf hin, um ev. durch Geometrieanpassungen den Verzug zu verringern. Mit Hilfe von Hilfsgeometrien und dem Platzieren von Wärmespeichern im Bauraum, auch in unmittelbarer Umgebung der Bauteile, kann auf die Temperaturverteilung Einfluss genommen werden, so dass keine großen Unterschiede entstehen und damit wenig bis kein Verziehen der Bauteile stattfindet. Diese Maßnahmen sind teilweise aufwändig und bewirken das der Aufwand zur Herstellung steigt.
Treppenstufen
Verfahrensbedingt werden die Bauteile schichtweise aufgebaut. Abhängig von der Stärke der einzelnen Schichten kommt es zu mehr oder weniger ausgeprägten Treppenstrukturen an der Oberfläche der gebauten Teile. Die Schichtstärke der Modelle beträgt standardmäßig 0,1mm. Für sehr detailreiche Teile können wir auch Schichten in 0,06mm herstellen. Bei manchen Geometrien der Bauteile können Treppenstufen nicht ganz vermieden werden. Wir versuchen nach Möglichkeit die Teile so im Bauraum zu platzieren, dass die Treppenstufen minimiert werden oder wir führen sie an Flächen ab, an denen sie nicht stören. Alternativ kann in vielen Fällen die Oberfläche durch Gleitschleifen soweit geglättet werden, dass keine Treppenstufen mehr sichtbar sind.
Steckverbinder ohne Treppenstufen



3D Druckdaten
Aktuell wird für den 3D Druck am häufigsten das STL Dateiformat verwendet, das ist die Abkürzung für Standard Triangulation Language. Es handelt sich dabei um die Schnittstelle zwischen CAD-Programmen oder anderen Designprogrammen und additiven Fertigungssystemen.
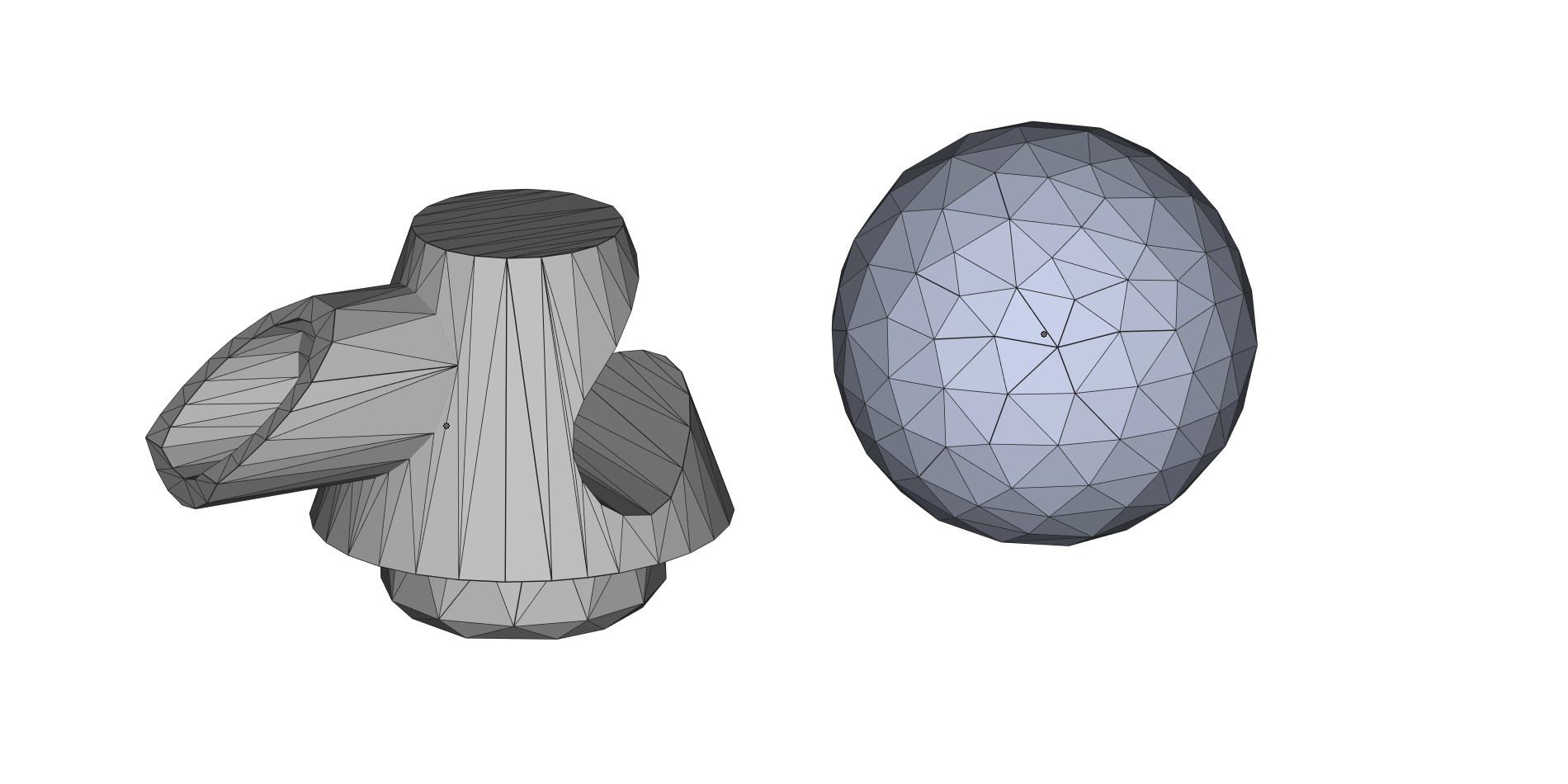
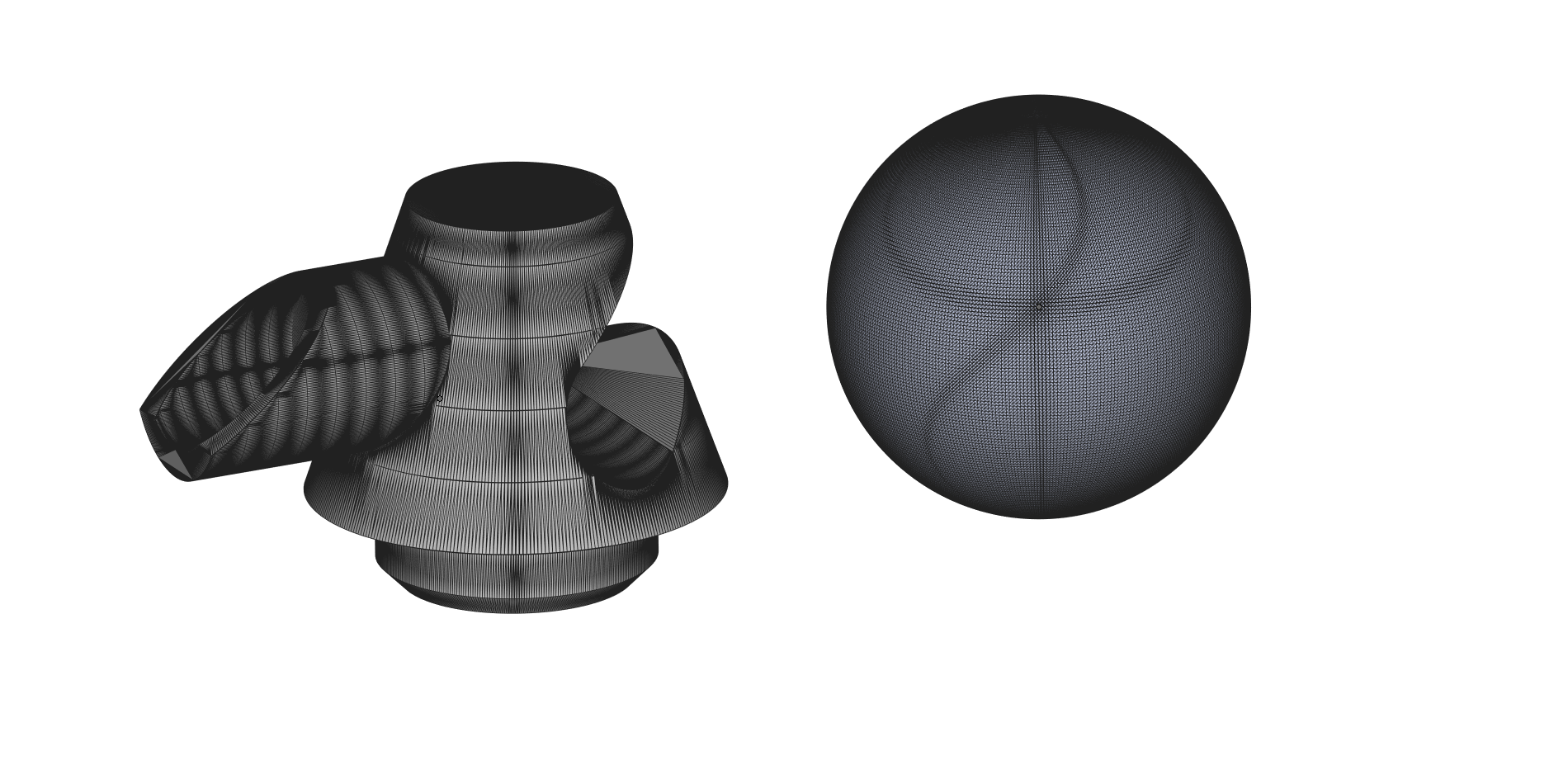
Dabei wird das 3D Modell durch Dreiecksflächen dargestellt. Ähnlich wie bei einem Foto die Auflösung eingestellt werden kann, wird auch beim STL-Format die Anzahl der Dreiecksfacetten eingestellt. Wählt man eine zu kleine Auflösung, wird das 3D Modell nicht optimal abgebildet. Das führt zu Abweichungen an dem herzustellenden Bauteil. Besonders bemerkbar ist das bei Kreiselementen und Freiformflächen, die dadurch nicht mehr rund, sondern als vieleckige Geometrie dargestellt werden.
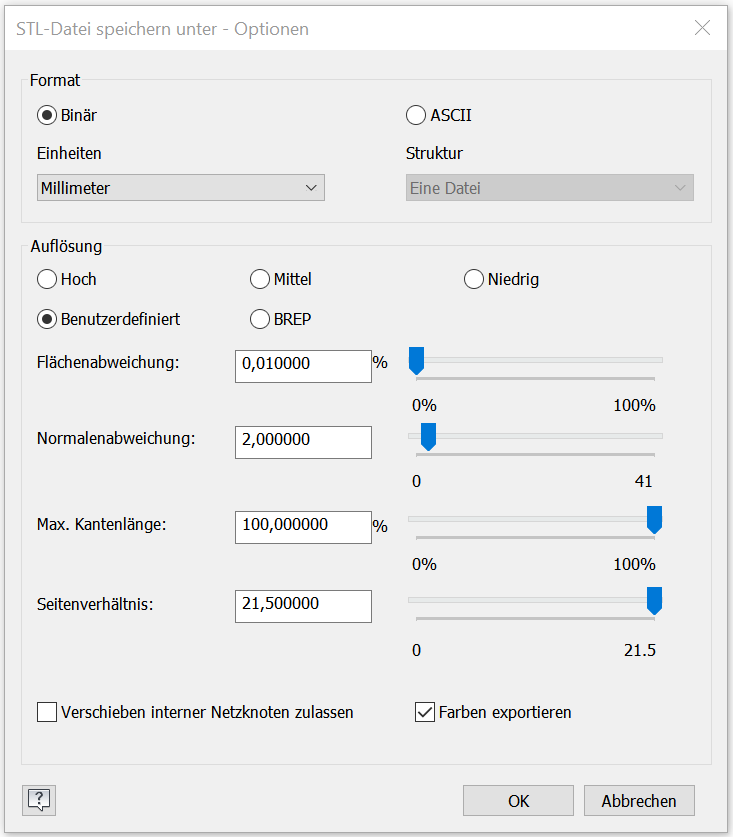
Die ideale Einstellung für die Ausgabe einer STL Datei ist eine Flächenabweichung (Formabweichung) von 0,01% bei einer Normalenabweichung (Winkelabweichung) von 2°.
Da dabei oft Dateien mit großem Speichervolumen entstehen, übernehmen wir gerne für Sie ohne Aufpreis die Übertragung von CAD-Daten in das STL Format. Mit unseren Hochleistungsrechnern können wir die ideale Auflösung für Ihren 3D Druck erstellen und Sie müssen keinen Kompromiss in der Genauigkeit eingehen.
Wir unterstützen folgende Dateiformate:
.stl .stp .ste .step .stpz .igs .ige .iges .sat .prt .asm .par .psm .asm .prt .sldrt .asm .sldasm .CATPart .CATProduct .cgr .dxf .dwg .obj .3dm .3ds .3mf

3D Druck Konstruktionsrichtlinien und Gestaltungsempfehlungen
Lesen Sie auch unsere Gestaltungsempfehlungen für 3D Druck-Kunststoffteile, die im Laser- Sinter Verfahren hergestellt werden. Erfahren Sie, welche kleinsten Gewinde möglich sind, wie Sie ein bewegliches Scharnier integrieren können und wie Sie Hohlräume und innere Kanäle gestalten sollten, damit Sie funktionsfähige Bauteile erhalten.